
The Challenge: Contamination-Free Pellet Conveying
This US-based company, a leader in the American plastic bag industry, needed a flexible and reliable conveying system to transport PP and PE pellets from rail cars.
System Requirements
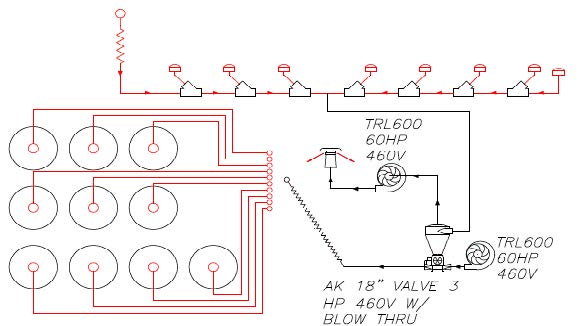
- The setup included space for up to five rail cars, each with four ports for pellet extraction, which then needed to be blown into any of ten 31-meter high silos within a stringent timeframe.
- The system had to ensure zero contamination, including moisture and foreign materials, as any contamination could lead to significant economic losses.
- Additionally, the solution had to be more cost-effective in terms of total ownership compared to their previous PD pump system.
The Facts: Material & System Specifications
- Material: PP and PE Pellets
- Dimensions: pellets max Ø 3mm, grid max Ø 1mm
- Requested solution providing a flow of 15-20 metric tons of pellets per hour to the 31 meter high silos
- Bulk density: approx. 520 kg/m3
- Conveying distance: H: max 31 m. V: max 28 m
The Solution: A Modular, Enclosed Pneumatic Conveying System
The Kongskilde conveying system provided a reliable, contamination-free solution that met the operational and economic needs of a major US plastic bag producer. The system’s modularity and cost-effectiveness ensure it remains a sustainable choice for future expansions and ongoing efficient operations.
How the System Works
The solution involved using modular standard elements to create a conveying system that efficiently transported the pellets from the rail cars into the silos without contamination. Key components included:
- Two Kongskilde TRL 600 Blowers: These were used to manage the distance and maintain low air temperatures, ensuring a high-performance pneumatic solution free from contamination.
- OK pipe system: To facilitate smooth, contamination-free transfer from the railcar to storage.
Key Operational Strengths
- Two Kongskilde TRL 600 Blowers: These were used to manage the distance and maintain low air temperatures, ensuring a high-performance pneumatic solution free from contamination.
- Modular Design: The system’s flexibility and modularity allowed for easy installation and future upgrades, such as adding new pipelines when additional silos are built.
- Cost Efficiency: The Kongskilde system proved to be a cost-effective investment with lower operating and maintenance costs compared to previous systems.
The Advantages and Benefits: Expandable, Contamination-Free, Minimal Heat Solution
Upon implementing the Kongskilde system, the company swiftly reaped numerous advantages and benefits.
High Flexibility and Modularity
Facilitates easy installation and meets specific requirements. Future expansions, like adding new silos, are cost-effective with simple pipeline installations.
Contamination-Free Solution
The high-performance system ensures safe operation without risking pellet contamination.
Minimized Heat Build-Up
Using two blowers reduces heat build-up, preventing the formation of “streamers” in the pipeline.
Low Maintenance Costs
The pneumatic solution’s design reduces the need for frequent maintenance, contributing to lower operational costs.

For future silo installations, upgrading the system is more cost-effective. Kongskilde simply installs a new pipeline, making the process efficient and economical.

Before the Kongskilde system was installed the company used a PD pump system, which posed higher risks of cross-contamination, consumed more energy, and required frequent maintenance due to wear and tear.
Download the full case study:
Explore Kongskilde Solutions for Conveying
Kongskilde provides complete systems for contamination-free unloading and pneumatic conveying of plastic pellets from rail cars to high silos, helping manufacturers maintain steady flow, reduce operating costs, and protect product quality.






High-Performance Pneumatic Conveying for Plastics
Need cleaner, more reliable plastic conveying for pellets, regrind, or trim? Contact Kongskilde to improve efficiency, reduce dust, and protect product quality.