


Pneumatic Conveying
Aspirator Fans – FRL
Only available in North America
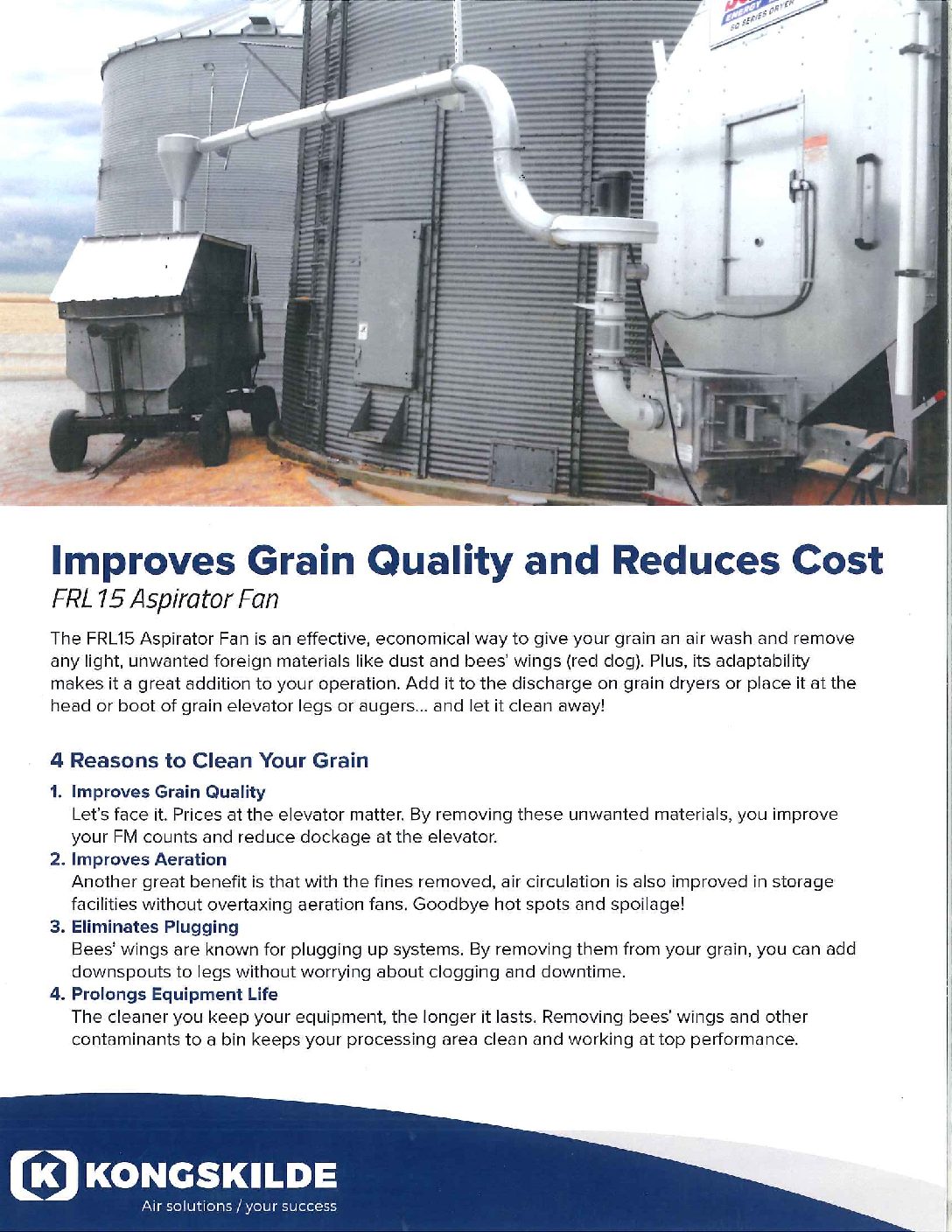
Kongskilde’s range of aspirator fans, including the FRL 15 model, offers an effective and economical solution for enhancing grain quality through air washing. Designed to remove lightweight, unwanted foreign materials such as dust and bees’ wings from grains, these fans are a versatile addition to any grain handling operation. Available exclusively in North America, these fans can be seamlessly integrated into various parts of your grain management system, from dryers to elevators and conveyors.
Features
Downloads
Features
How Kongskilde Aspirator Fans Work
Kongskilde aspirator fans work by generating a powerful airflow that effectively separates and removes light impurities from the grain as it passes through the system. This air wash process is simple yet highly effective, ensuring that only clean, quality grain proceeds to storage or processing. The fans can be easily installed at key points in the handling process to maximize cleanliness and efficiency. Its adaptability allows it to be placed at multiple points in the grain handling system, such as the discharge of grain dryers or elevator legs, ensuring flexible integration into your existing setup.
Benefits of Kongskilde Aspirator Fans
- Improved Grain Quality: Significantly reduces foreign material counts, enhancing the overall quality and market value of the grain.
- Enhanced Aeration: Promotes better air circulation in storage facilities, reducing the risk of hot spots and spoilage by efficiently removing fines.
- Prevention of System Clogging: Effectively removes bees’ wings and other materials known for causing blockages, ensuring smooth operations and reducing downtime.
- Extended Equipment Lifespan: Keeps processing areas cleaner, which helps prolong the life of handling and storage equipment.

FRL Applications
The FRL aspirator fans are suited for applications where the removal of dust and light impurities from the grain is needed.
- Grain Dryers: Ideal for installation at the discharge end to clean grain as it exits the dryer.
- Grain Elevators and Conveyors: Can be placed at the head or boot to continuously clean grain during elevation and conveyance.
- Grain Storage Facilities: Enhances the quality of stored grain by removing impurities before storage, aiding in maintaining optimal conditions.
- Comprehensive Grain Handling Systems: Integrates into any grain handling setup to ensure cleanliness throughout the process, from initial intake to final storage.
Downloads
Downloads
Download data sheets, manual, and spare parts lists for the FRL Aspirator Fan.
FRL Aspirator Fan Applications
The FRL Aspirator Fan is ideal for use in agricultural operations where grain needs to be cleaned of dust, bees’ wings, and other light impurities. It is especially effective when installed in grain dryers, conveyors, or grain elevator systems, where removing these contaminants helps improve grain quality and airflow for long-term storage.
