


Mechanical Conveyors
Bucket Elevators – KBE
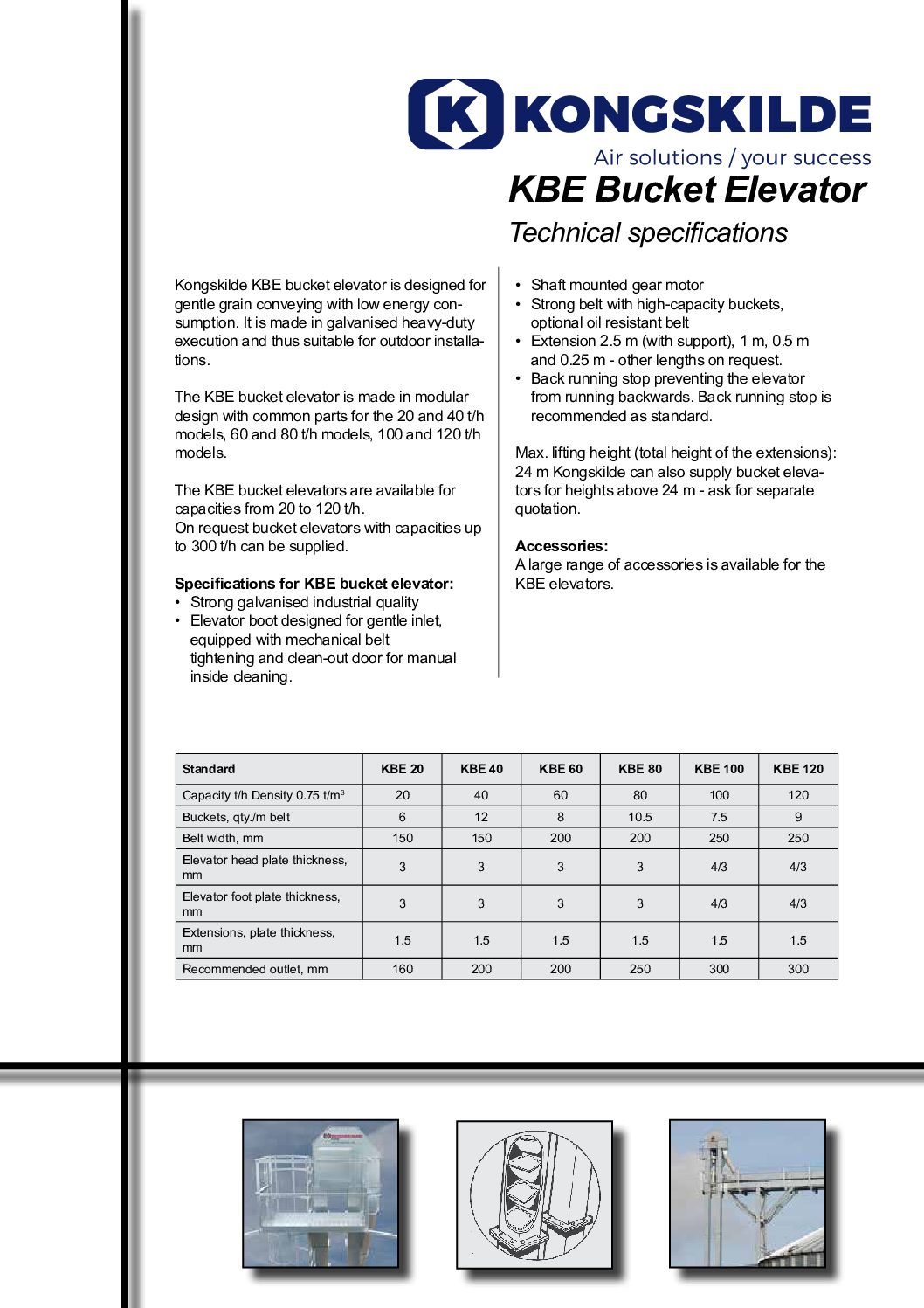
The Kongskilde KBE bucket elevators provide a reliable, gentle, and efficient solution for vertical conveying of grain and granular materials.
With capacities ranging from 20 to 120 tonnes per hour, these industrial bucket elevators are designed for durability and performance. The heavy-duty, galvanized construction ensures long-lasting use, even in tough environments. Thanks to their modular design, the KBE bucket elevators are easy to assemble, install, and customize to the required demand.
Features
Downloads
Features
KBE Bucket Elevators for Vertical Conveying
The KBE grain elevator buckets offer energy-efficient, gentle vertical conveying for grain, seeds, and other granular materials. They can handle heights of up to 25 meters and convey capacities ranging from 20 to 120 tonnes per hour. These bucket elevators are ideal for agricultural and industrial applications where reliable, gentle, and energy-friendly vertical conveying is essential.
Benefits of KBE Bucket Elevators:
- Heavy-Duty Construction: Built with durable, galvanized materials to withstand harsh conditions.
- Weather-Resistant Design: Galvanized surfaces protect against weather-related damage, making them ideal for outdoor use.
- Modular Construction: Easy to assemble and extend, providing flexible solutions for most height requirements in narrow modular steps.
- Energy Efficient: Designed to minimize energy consumption while maintaining high performance.
Highlights
- High-Efficiency Bevel Gear Motor: Delivers powerful performance while requiring minimal space and a flexible layout design.
- Shuttered Inlet: Allows for precise material flow control.
- Belt Tightening Mechanism: Located at the elevator boot for optimal belt tension and easy adjustment.
- Cleaning Hatch: Easily accessible at the elevator boot for convenient cleanout during crop changes.
- Adaptable Inlet and Outlet Options: Multiple inlet and outlet adapters are available to fit various operational needs.
Accessories – Wide Range for Optimum Adaptation
- Back Running Stop: Prevents the belt from running backward, avoiding blockages.
- Speed Sensor: Monitors and controls belt speed, providing a warning when belt tightening is needed.
- Rain Covers: Protect the motor, sensor, and back running stop from harsh weather conditions.
- Dust Extraction Spigot: Enables connection to a vacuum system for efficient dust evacuation from the leg system.
- Oil-Resistant Belt: Suitable for conveying materials like rapeseed.
- Plastic Buckets: Ideal for handling sensitive crops, minimizing damage during conveyance.
- Self-Cleaning Spacers: Spacers are installed to prevent kernels from becoming lodged between the belt and buckets, minimizing the risk of contamination during crop changeovers.
Downloads
Downloads
Download brochures, data sheets, manuals, and spare parts lists for the KBE bucket elevators.
Brochures and Data Sheets
Manuals
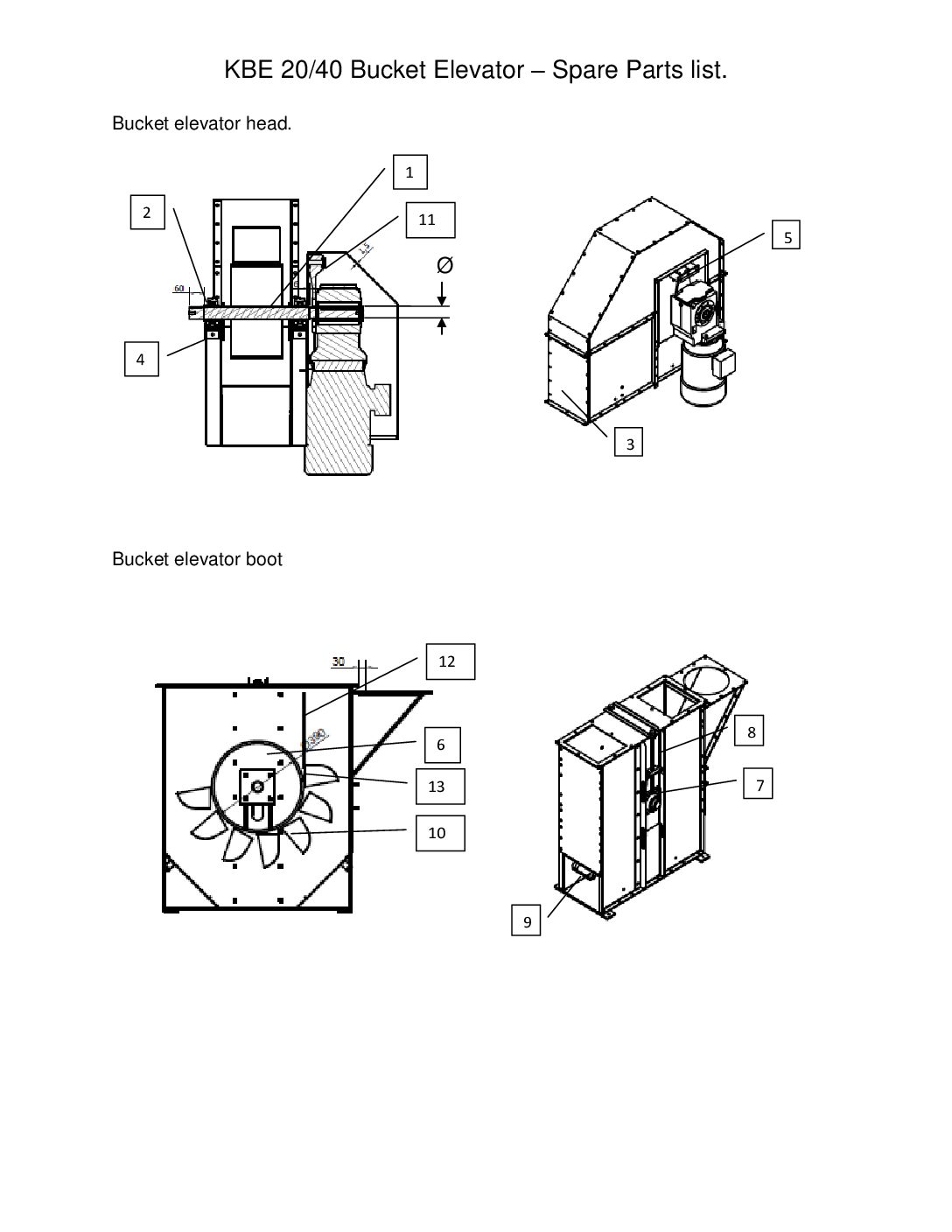
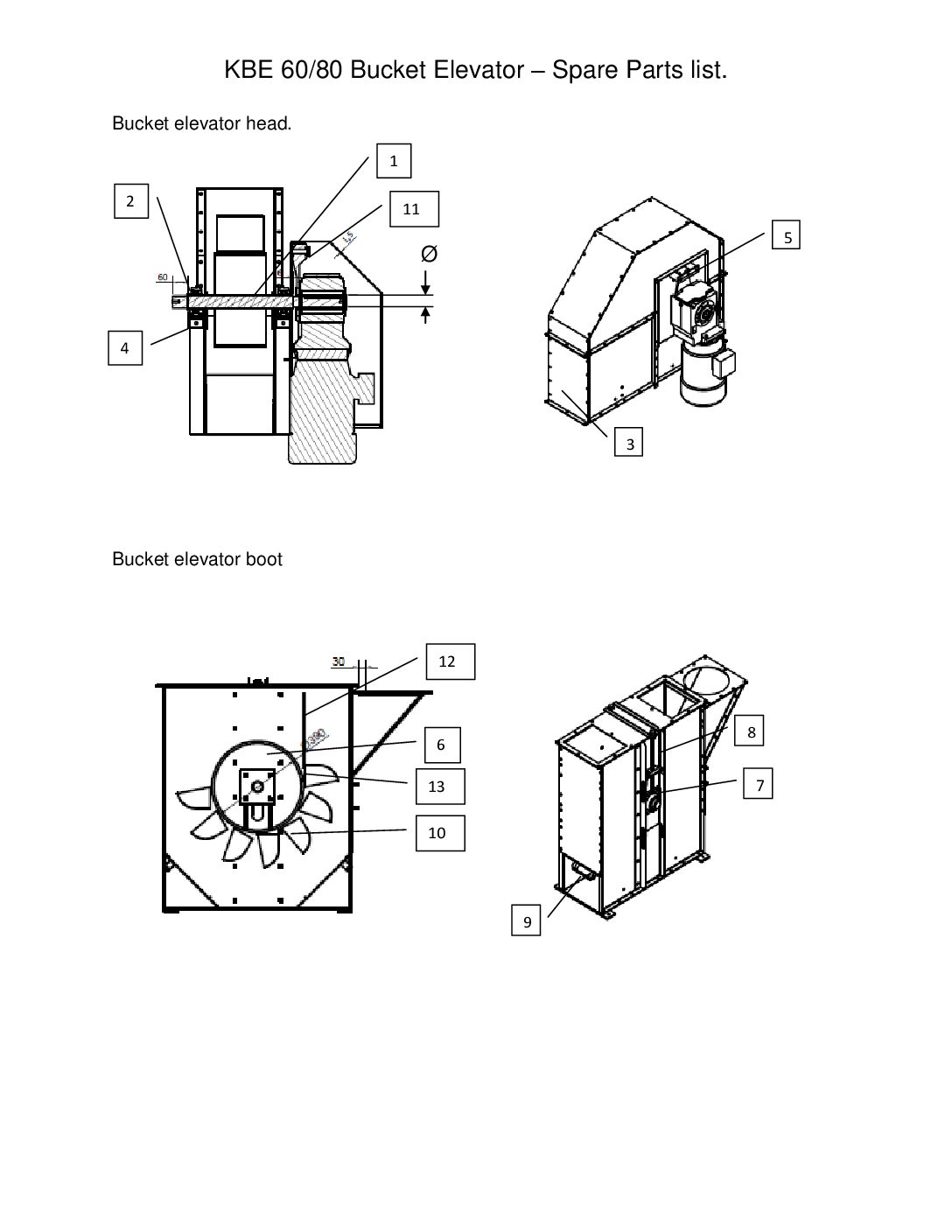
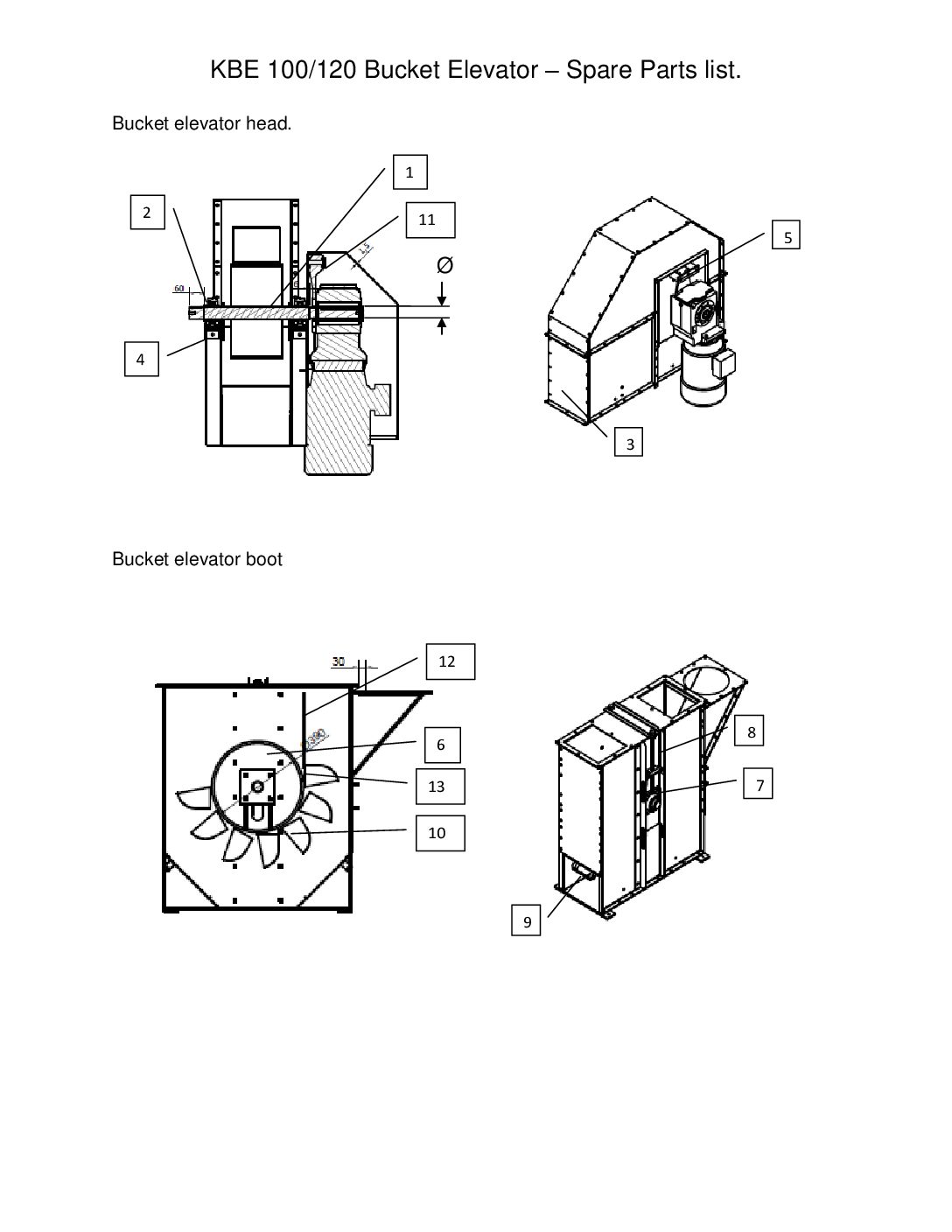
Spare Parts
KBE Bucket Elevators Applications
The KBE grain elevator buckets are perfect for a wide range of industrial and agricultural applications. They provide a gentle, energy-efficient solution for the vertical conveying of grain and other materials. Whether you’re moving grain, seeds, or other granular materials, the KBE bucket elevators deliver reliable performance.








