



Grain Bin Loading Systems with Conveyors
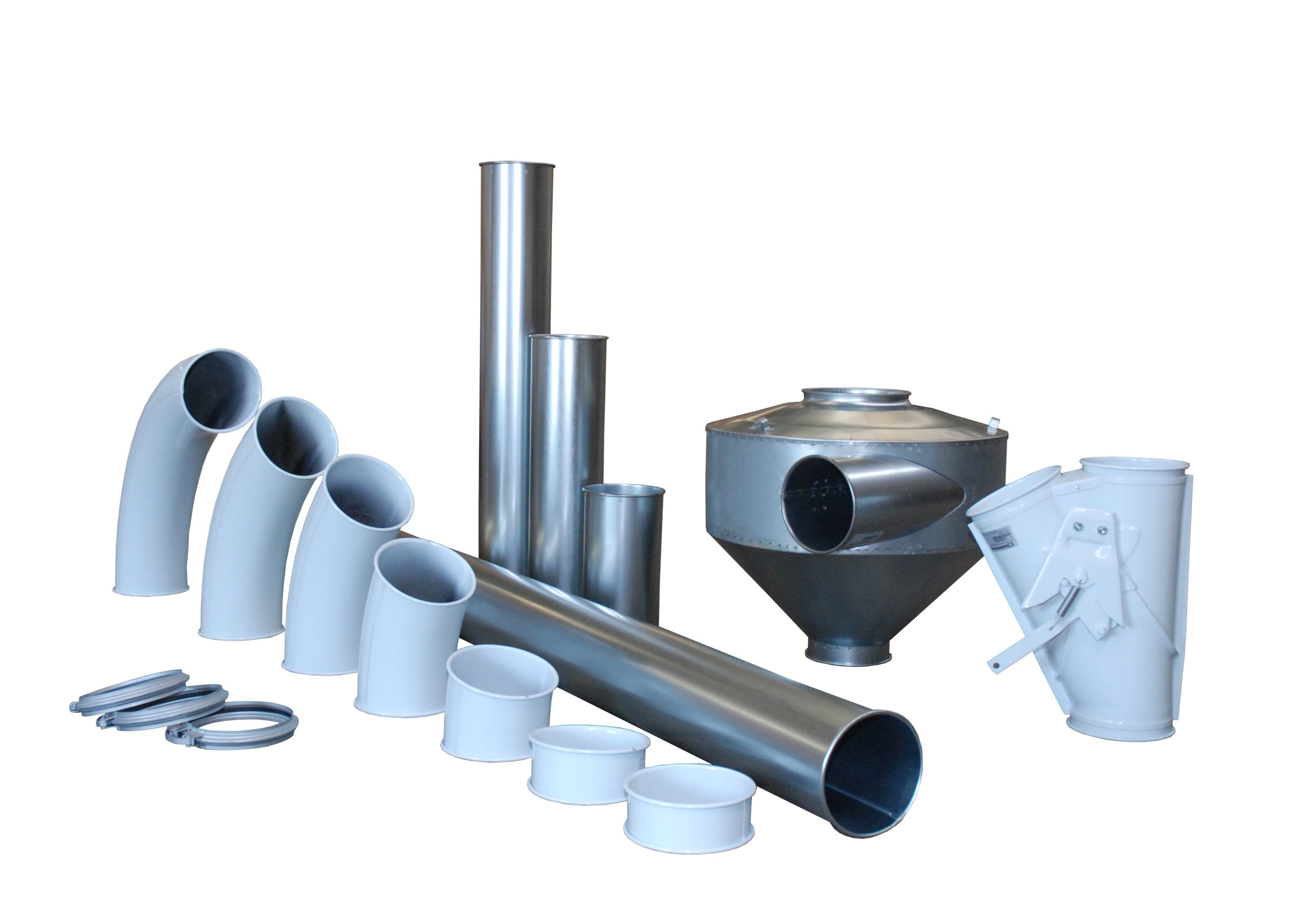
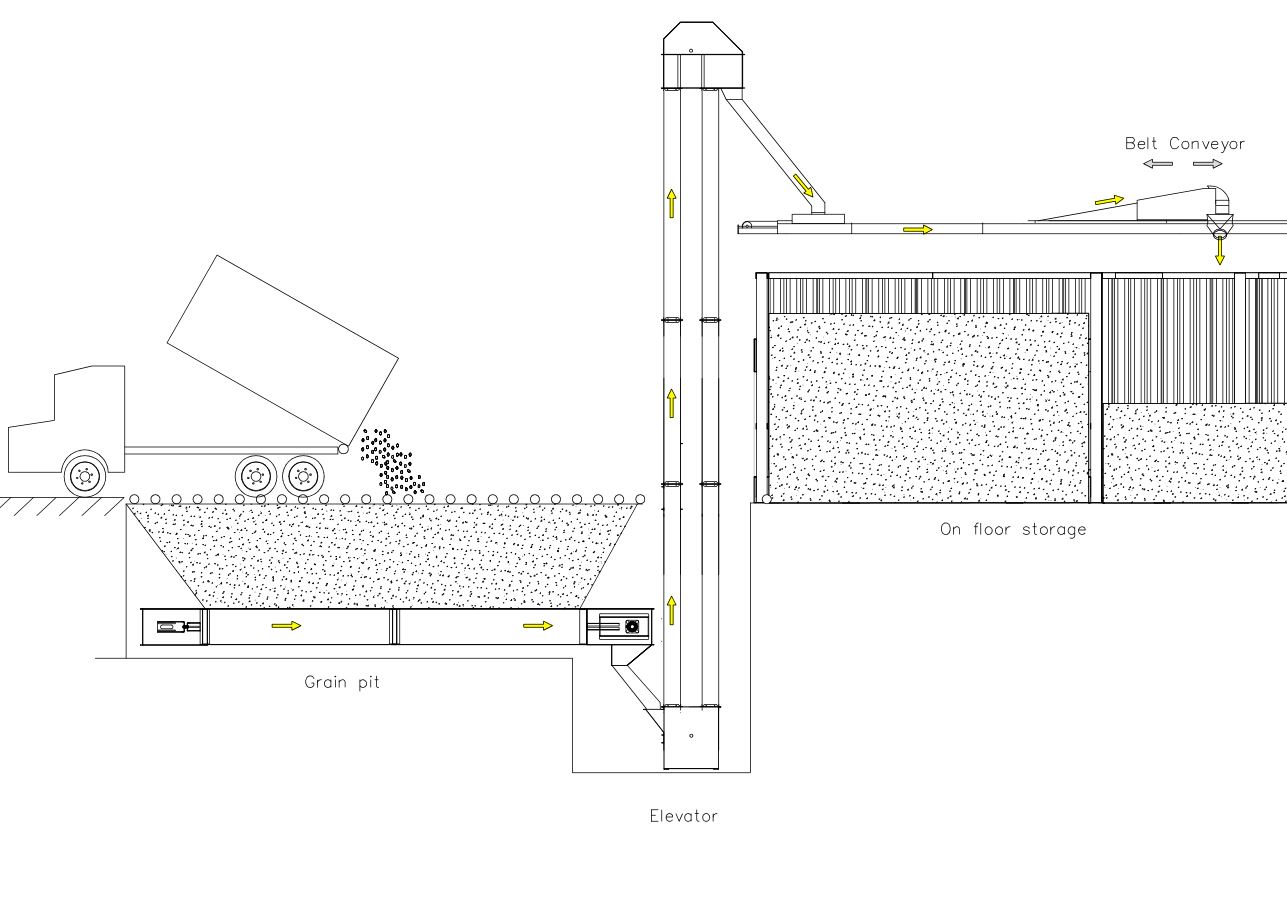
Kongskilde offers advanced grain bin loading systems using a combination of horizontal and vertical conveyors to streamline storage filling. The system begins with a horizontal bucket conveyor placed at the bottom of a shallow pit, which efficiently transports grain to the intake of a bucket elevator—minimizing pit depth while maintaining high capacity.
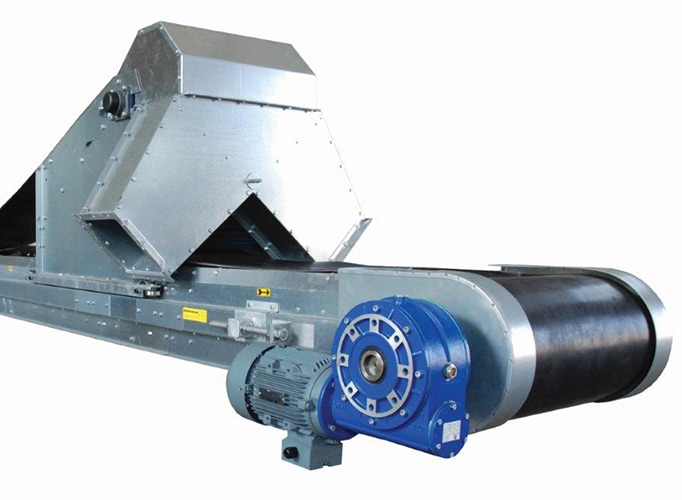
The bucket elevator then lifts the grain vertically to a belt conveyor, which runs across the full length of the on-floor storage area. A movable discharge section on the main conveyor loading system allows grain to be dropped in a continuous line, enhancing coverage and minimizing the need for manual leveling.
For fully uniform grain distribution, a second cross belt conveyor can be added. This conveyor moves laterally on rails across the storage width, ensuring complete and even coverage across the entire floor surface.
Whether you’re upgrading an existing system or designing a new storage facility, Kongskilde’s conveyor loading systems are engineered for smooth operation, space savings, and long-term reliability.
Businesses We Serve
From small-scale organic farms to large commercial operations, Kongskilde delivers adaptable grain bin loading system solutions that optimize material flow and labor efficiency.
Download Resources
Download the latest Kongskilde PDF documents, brochures, data sheets, manuals, and more.